







1. Объем использования продукта:
Эта машина специально используется для формования картона и обработки клея после горизонтальной резки. Его универсальность сильна, а подходящая область широкая, что позволяет складывать и вставлять различные коробки с прямым швом и коробку для нижней кромки.
2. Основной технический параметр:
Основные технические параметры
ШХ-800Б
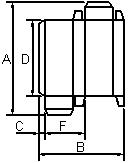
| Тип коробки | (Amax) | (Амин) | (Bmax) | (Bmin) | (Cmin) | (Dmin) | (Fmin) |
| коробка | 700 мм | 70мм | 600 мм | 110мм | 8мм | 70мм | 51мм |
ШХ-1200Б
| Тип коробки | (Amax) | (Амин) | (Bmax) | (Bmin) | (Cmin) | (Dmin) | (Fmin) |
| коробка | 700 мм | 70мм | 800 мм | 110мм | 8мм | 70мм | 51мм |
Характеристики
| Линейная скорость | 0 ~ 220 м / мин | |
| Подходящее качество бумаги | Картон 220 ~ 800 г / м² и гофрированная бумага E wave | |
| Вставить базовую форму окна | Односторонние кромочные пасты, двусторонние кромочные пасты. | |
| Способ кормления | Автоматическая и непрерывная подача | |
| Клей | Тип растворенного вещества | |
| Требуемая мощность | AC220V 3,5 кВт | |
| Масса | 1800 кг | |
| Общий размер | 5500 × 850 (1300) × 1300 мм | |
| Объем графа | 0 999999 | |
3. Принцип работы:
После запуска машины стол автоматической подачи бумаги будет непрерывно подавать листы бумаги, которые нужно расклеивать, один за другим. Склеивающее устройство автоматически равномерно нанесет клей на место клея бумажной коробки. Склеенные листы бумаги также автоматически отправятся на сгиб. По мере продвижения бумажных листов ленточное устройство складывающейся части автоматически складывает и наклеивает бумажную коробку. После завершения сгиба и склейки отправьте бумажную коробку на прижимную часть. После нажатия отправьте его на транспортирующую часть, чтобы он был плотно прижат, наконец, отправьте его на стол приема бумаги. Вся рабочая процедура закончена.
4. Принцип работы и метод регулировки:
Фальц машины для коробок для пасты складывается и формируется в соответствии с прожилкой отпечатанного следа бумажной коробки. Если отпечаток слишком неглубокий или коробка для бумаги не выровнена, машина для коробок для пасты не может сложить необходимую бумажную коробку, поэтому перед использованием оборудования проверьте, пожалуйста, форму на пластине для образцов бумажной коробки. Возьмите пластину для образцов, которую нужно держать рукой, затем затяните край, проверьте, точен ли отпечаток бумажной коробки. Запрещается использование на этом оборудовании коробок с неквалифицированной прессованной бумагой для трассировки.
(1) Деталь подачи бумаги
Стол подачи бумаги в основном соответствует спецификации бумажного листа, чтобы отрегулировать расстояния между двумя зубчатыми бумажными пластинами, положение деления бумаги и интервал выхода бумаги, чтобы бумага передавалась успешно, стабильно, не возникало никаких явлений транспортировки двойных листов, многостраничные и без подачи бумаги. Метод регулировки:
A. Отрегулируйте расстояния между двумя перегородками в соответствии с шириной листа бумаги. Сначала ослабьте регулируемую ручку на двух перегородках, поместите листы бумаги в среднее положение стола для отправки бумаги, переместите две перегородки к бумажным листам, в конце отрегулируйте две перегородки и лист бумаги с обеих сторон параллельно и оставайтесь немного места, чтобы листы бумаги двигались горизонтально.
B. Необходимо выполнить настройку положения перегородки для бумаги в соответствии с разным размером листов бумаги, которые необходимо наклеить. В общем, две бумажные перегородки могут быть распределены равномерно между двумя перегородками, расстояние спереди и сзади должно быть правильным. При регулировке ослабьте только регулируемую рукоятку, показанную на рис.2, затем переместите ползун на балке влево и вправо и перегородку для разделения бумаги вперед и назад, чтобы перегородка для разделения бумаги соответствовала желаемому положению, а затем затяните. рукоять. Тем временем определите номер основания конвейерной ленты и убедитесь, что листы бумаги выровнены и аккуратны.
C. Отрегулируйте интервал δ между разделительной бумагой и конвейерной лентой в соответствии с толщиной бумажного листа. В общем случае δ - это толщина листа бумаги. Метод регулировки: поверните маховик в форме звезды вверх или вниз, чтобы разделитель бумаги перемещался вверх и вниз, чтобы изменить размеры интервалов.
(2) Регулировка ширины сгиба
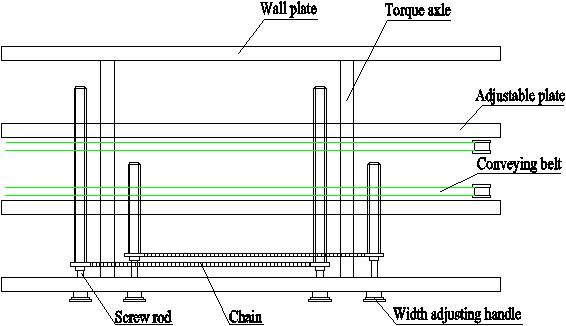
IV Принципиальная схема складчатой части
Отрегулируйте ширину коробки сгиба в соответствии с размером листа бумаги коробки сгиба. Необходимо только повернуть маховик в соответствии с шириной, показанной на рис. IV, чтобы винтовой стержень вращался, поскольку передний и задний винтовые стержни соединены с цепью, две основные пластины будут двигаться параллельно одновременно при вращении винта. маховик. После того, как две основные пластины достигнут желаемой ширины коробки для сгиба, запустите машину, чтобы провести испытание и выполнить детальную настройку различных колес коробки сгиба, конвейерной ленты и т. Д. Наконец, достигните цели, когда листы бумаги могут успешно проходить и Положение складной коробки может быть правильным и иметь достаточную силу сцепления.
(3) Склеиваемая деталь
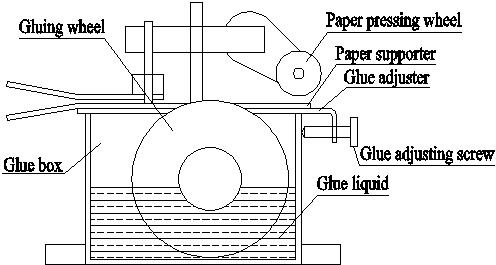
Рис. III Механизм склеивания
В процессе склеивания коробки ключевым моментом является размер количества склеивания и положение склеивания. Устройство для склеивания должно равномерно покрыть клеевую жидкость на клеящем месте бумажного картона, чтобы, наконец, плотно приклеить бумажную коробку. При регулировке сначала укажите ширину листа бумаги и положение склеивания, а затем отрегулируйте клеевой ящик, чтобы он плотно прилегал. В положении коробки для клея можно использовать гаечный ключ, чтобы закрутить винт на фиксированной пластине коробки для клея, чтобы начать удаление коробки для клея. Количество клея можно регулировать с помощью регулируемого винта спереди и сзади. Функция прижимного колеса для бумаги заключается в том, чтобы предотвратить изгиб листов бумаги вверх во время склеивания, листы бумаги нельзя касаться склеивающим колесом, а клей не может равномерно покрывать листы бумаги. Поверните регулируемый винт, чтобы правильно отрегулировать положение колеса прижима бумаги и высоту, чтобы клейкая жидкость могла гарантированно покрыть клейкое место бумажных листов.
(4) Сложите деталь:
A. Свободные или натянутые степени подъема и опускания, левого и правого четырехсгибных ремней должны быть одинаковыми. Две верхние регулируемые ручки могут регулировать два верхних ремня, а две нижние регулируемые ручки могут регулировать два нижних ремня (все они могут регулироваться отдельно).
B. Оба боковых ряда съемника можно отрегулировать с помощью маховика в соответствии с размером бумажной коробки. Отрегулируйте ширину ремня с обеих сторон, чтобы ширина ремня была на 1-2 мм шире, чем ширина следа сгиба края сложенной коробки. Обе ширины сложенного ряда ножей должны быть на 1-2 мм меньше ширины следа сложенного бумажного короба. Расстояние между сложенным ножом и ремнем должно быть больше и немного меньше толщины листа бумаги. Верхний и нижний, передний и задний ряды сложенных ножей имеют регулировочную часть, которую можно закрепить на рядах снятия, поэтому нет необходимости подгонять ряды ножей к бумажным коробкам, толщина которых не слишком различается.
C. Заднее колесо за пределами ремня и естественный изгиб сложенного ремня должны совпадать и не приближаться слишком сильно. Когда бумажная коробка подходит к изгибаемой части, она не может согнуться слишком сильно. Отрегулируйте ремень с помощью заднего колеса до естественного изгиба, когда бумажная коробка нажимает линию следа. Все бумажные коробки входят в сложенную ленту, задние оба прижатых колеса будут зажимать обе стороны бумажных коробок, и тогда бумажным коробкам будет придана форма. Далее войдите в пресс-часть.
(5) Регулировка конвейерной части:
Транспортная часть в основном состоит из двух широких лент и одного ряда роликов. На ролике есть маховики, с помощью которых можно регулировать давление (они устанавливаются на съемной раме отдельно). В основном они могут регулировать давление в ящиках. Верхний пояс может сниматься спереди и сзади вместе с рамой, что позволяет переносить композицию в длинную или короткую коробку. Транспортная часть может прижимать сложенные бумажные коробки в середине ленты, а затем отправлять их в заднюю сборную часть, заставляя бумажные коробки хорошо прилипать, которые могут быть упакованы в тюки и отправлены с завода (см. Рисунок 8).
VI. Панель управления
В части складывания и транспортировки эта машина оснащена концевым выключателем (который необходимо отрегулировать в соответствии с другой спецификацией), который может автоматически останавливать работу всей машины, пока машина для оклейки коробок выходит из строя. На этот раз вы не можете открыть машину и можете запустить ее только после того, как она восстановится в обычном режиме, чтобы уменьшить количество отходов.
Электрический щит оснащен счетчиком, который может предоставить оператору точные данные.
Передняя, средняя и задняя части оборудования оборудованы выключателем остановки. При возникновении проблемы с оборудованием рабочий персонал может управлять аварийным остановом, а именно выключателем переднего двигателя, средним защитным выключателем и выключателем заднего останова в любом положении.
Оборудование также оснащено переключателем заправки проволоки, который может обеспечить удобство проверки бумажной коробки. При использовании замкните главный выключатель двигателя на панели. Вибратор также имеет кнопочный переключатель, но он управляется частью подачи бумаги, поскольку устройство подачи бумаги не открывается, нет смысла открывать вибратор.
Как правило, включайте или выключайте общее питание, сначала выключите главный выключатель двигателя, в противном случае преобразователь частоты вызовет сильный удар и легко повредит оборудование. Пожалуйста, запомните это.
5. Транспортировка и установка:
(1) Транспорт
После того, как пользователи получат машину, они должны осторожно разобрать ее для проверки. Во время транспортировки обращайте особое внимание на положение фокусировки, по возможности избегайте царапин и ударов краски внешнего вида машины.
A. Схема электропроводки должна проверяться как минимум трехуровневым электриком. Рабочая мощность 220 В, 50 Гц, корпус машины надежно соединен с землей.
B. Проверьте, затянуты ли различные винты. Добавьте смазку
(2) Установка:
A. Эта машина должна быть установлена на бетонном основании, площадка для установки должна быть ровной и ровной, вокруг должно быть достаточно рабочих мест.
Б. При установке доведите машину до ровного состояния.
(3) Сделайте так, чтобы главная машина и центральная линия плоской части находились на одной прямой.
6. Смазка
(1) Каждый день перед работой заливайте 30 # машинного масла и консистентной смазки в различные точки смазки.
(2) Все детали, винтовой стержень и направляющую пластину, которые не используются часто, следует смазывать один раз в полмесяца.
7. Техническое обслуживание машины
(1) Перед работой проведите чистку машины и удалите с нее остатки. После работы содержите машину в чистоте и порядке.
(2) Очистите коробку для клея и прекратите работу.
(3) Добавьте смазку на всю ходовую ось, цепь и между цепями, чтобы они хорошо смазывались.
(4) Следите за чистотой поверхности четырех ремней. Если во время работы обнаружились масляные чернила или клей, приклеившиеся к поверхности ремня, вовремя протрите и очистите их.
(5) Перед включением питания или включением машины держите поворотный переключатель на электрической панели в закрытом положении, иначе это приведет к удару или повреждению преобразователя при запуске машины.
(6) Закройте выключатель питания счетчика, когда закончите работу. Не вынимайте вилку из розетки до того, как замкнуть выключатель питания счетчика, иначе это приведет к разрядке внутренней батареи счетчика и повреждению машины.
Электрическая конфигурация
VIII. Разбивка и способ стрельбы
| Авария | Причина | Метод стрельбы |
| Индикаторная лампа питания не горит, не горит | Предохранитель сломан | Заменить предохранитель |
| Не запускается, экран дисплея не отображается | ||
| Не работает, на экране дисплея отображается «поломка» | Обратитесь к «Руководству по конвертеру». | Нажмите кнопку сброса поломки, см. «Руководство по преобразователю». |
| Не считать, подсчет неверен | Пыль или правильный неправильный | Очистить или отрегулировать |
| Подача бумаги неправильная | Неправильный интервал деления бумаги δ или неправильное положение | Отрегулируйте передний упор или перегородку |
| Клеевое покрытие неравномерное | Клейкое колесо неправильное | Отрегулируйте склеивающее устройство |
| Фальцовка страницы неправильная | Неправильная ширина страницы сгиба | Отрегулируйте размер страницы сгиба |
| Заблокирован смертельно между листом бумаги и страницей сгиба | Неверный интервал слева и справа, вверх и вниз на листе сгиба страницы. | Отрегулируйте интервал сгиба листовой страницы |